เนื่องจากอุตสาหกรรมการหล่อเผชิญกับความต้องการที่เพิ่มมากขึ้นเกี่ยวกับคุณภาพของผลิตภัณฑ์ การปกป้องสิ่งแวดล้อม และประสิทธิภาพการผลิตV- กระบวนการหล่อ(กระบวนการสุญญากาศ) ค่อยๆ กลายเป็นเทคนิคสำคัญในการดำเนินงานโรงหล่อสมัยใหม่ เนื่องจากมีข้อดีที่แตกต่างกัน เช่น มีความแม่นยำสูง มลพิษน้อยที่สุด และอัตราการนำวัสดุกลับคืนมาสูง
กระบวนการ V หรือที่รู้จักกันในชื่อการขึ้นรูปแบบปิดผนึกสูญญากาศหรือการหล่อด้วยแรงดันลบ ทำงานบนหลักการหลัก: โดยใช้การผสมผสานระหว่าง "ทรายแห้งที่ปราศจากสารยึดเกาะ + การปิดผนึกด้วยฟิล์มพลาสติก + การบดอัดด้วยสุญญากาศ" แทนที่จะอาศัยวิธีการบ่มด้วยสารเคมีแบบดั้งเดิม กลับกลายเป็นแม่พิมพ์ผ่านความแตกต่างของแรงดันทางกายภาพ
• ปิดผนึกขวดและลวดลายโดยใช้ฟิล์มพลาสติก
• ใช้ปั๊มสุญญากาศเพื่อถ่ายอากาศออก ซึ่งทำให้เกิดแรงดันลบ 300–500 mmHg
• บดอัดทรายแห้งภายใต้ความดันบรรยากาศเพื่อให้ได้ระดับความแข็ง 85–95 HB
• รักษาแรงดันลบตลอดทั้งขั้นตอนการเทและการแข็งตัว เมื่อเย็นลงแล้ว สุญญากาศจะถูกปล่อยออกมา ทำให้ทรายแห้งสลายตัวโดยอัตโนมัติ
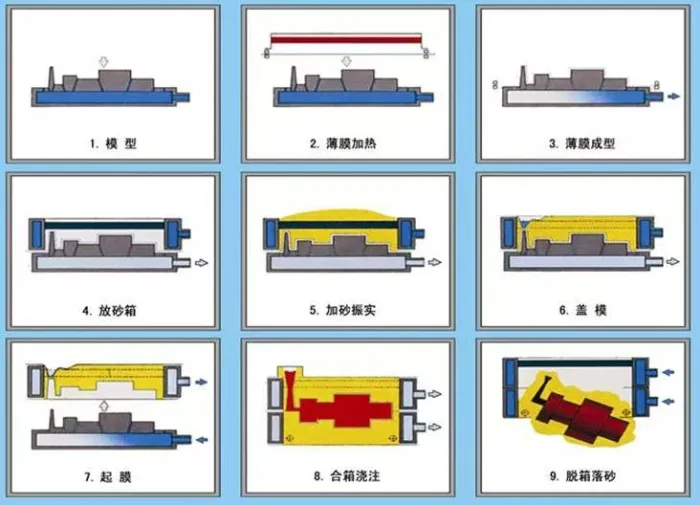
ขั้นตอนการทำงานการหล่อแบบ V-Process
ทั้งหมดการหล่อแบบ V-Processขั้นตอนหลักประกอบด้วยเจ็ดขั้นตอนต่อไปนี้:
1. การเตรียมรูปแบบ
ใช้แผ่นลวดลายหรือลวดลายที่ติดตั้งช่องระบายอากาศสุญญากาศ เพื่อให้แน่ใจว่าช่องระบายอากาศเหล่านี้มีการกระจายอย่างสม่ำเสมอเพื่ออำนวยความสะดวกในการดูดสุญญากาศในภายหลัง
2. การสมัครฟิล์ม
อุ่นฟิล์มพลาสติกที่อุณหภูมิ 80–120°C เพื่อให้ฟิล์มนิ่มลง จากนั้นจึงคลุมไว้บนพื้นผิวของลวดลาย ใช้สุญญากาศเพื่อให้แน่ใจว่าฟิล์มจะยึดติดกับรูปทรงของลวดลายอย่างแน่นหนาและแม่นยำ
3. การประยุกต์ใช้การเคลือบวัสดุทนไฟ
พ่นสเปรย์เคลือบทนไฟที่แห้งเร็วซึ่งมีความหนาประมาณ 0.04 มม. ลงบนพื้นผิวของโพรงแม่พิมพ์ ตามด้วยกระบวนการทำให้แห้ง ขั้นตอนนี้ป้องกันการเกาะตัวของทราย (รอยไหม้) และเพิ่มประสิทธิภาพการซีล
4. การเติมและการบดอัดทราย
วางขวดพิเศษไว้เหนือลวดลาย จากนั้นเติมทรายควอทซ์แห้งขนาด 100–200 ตาข่ายลงไป ใช้การสั่นสะเทือนแบบไมโครเพื่อกระชับแม่พิมพ์ทรายและปรับระดับพื้นผิว
5. การปิดผนึกและการดูดฝุ่น
ปิดพื้นผิวด้านบนของขวดด้วยฟิล์มปิดผนึก และใช้สุญญากาศเพื่อสร้างแรงดันลบ ซึ่งจะทำให้โครงสร้างแม่พิมพ์ทรายแข็งตัวและมั่นคง
6. การลอกแบบและการประกอบแม่พิมพ์
ปล่อยสุญญากาศบนแผ่นลวดลายเพื่อเสร็จสิ้นกระบวนการลอกลวดลาย ต่อมา ใส่แกน (ถ้าจำเป็น) และประกอบชิ้นส่วนของแม่พิมพ์โดยยังคงรักษาสถานะแรงดันลบอย่างต่อเนื่องเพื่อเตรียมการเท 7. การเทและการเขย่า
การเทจะดำเนินการภายใต้สภาวะสุญญากาศ (โดยมีอุณหภูมิการเทประมาณ 1300–1400°C สำหรับเหล็กสีเทา) เมื่อการหล่อเย็นลงถึงประมาณ 90°C สุญญากาศจะถูกปล่อยออกมา ทำให้เกิดกระบวนการเขย่าอัตโนมัติตามด้วยการทำความสะอาดในภายหลัง
ข้อดีหลักของการหล่อแบบ V-Process
เมื่อเทียบกับกระบวนการหล่อทรายแบบดั้งเดิมการหล่อแบบ V-Processมีข้อดีที่แตกต่างและครอบคลุม:
1. คุณภาพการหล่อสูง
พื้นผิวของการหล่อสามารถเข้าถึง Ra12.5 และความแม่นยำของมิติสามารถบรรลุเกรด CT9 อัตราข้อบกพร่องต่ำ และมุมร่างสามารถลดลงเหลือ 0° ทำให้กระบวนการนี้เหมาะสมเป็นพิเศษสำหรับส่วนประกอบที่มีความแม่นยำสูงและมีโครงสร้างที่ซับซ้อน
2. เป็นมิตรกับสิ่งแวดล้อมและยั่งยืน
กระบวนการนี้ไม่ต้องใช้สารยึดเกาะ จึงช่วยลดฝุ่นและการปล่อยก๊าซที่เป็นอันตรายได้อย่างมีประสิทธิภาพ อัตราการคืนสภาพของทรายที่ใช้แล้วเกิน 95% ซึ่งสอดคล้องกับแนวโน้มสมัยใหม่ในด้านการผลิตที่เป็นมิตรต่อสิ่งแวดล้อม
3. ต้นทุนการผลิตต่ำ
ช่วยลดต้นทุนของเรซินและสารช่วยบ่มในขณะเดียวกันก็ยืดอายุแม่พิมพ์ได้ 30–50% ไปพร้อมๆ กัน นอกจากนี้ ค่าเผื่อการตัดเฉือนในการหล่อจะลดลง 20–40% ซึ่งจะช่วยลดต้นทุนการประมวลผลในภายหลังได้อีก
4. แอพพลิเคชั่นที่หลากหลาย
เหมาะสำหรับวัสดุหลายประเภท รวมถึงเหล็กหล่อ เหล็กหล่อ และโลหะผสมที่ไม่ใช่เหล็ก กระบวนการนี้ใช้กันอย่างแพร่หลายในการผลิตส่วนประกอบขนาดใหญ่ ชิ้นส่วนที่มีผนังบาง และการประกอบโครงสร้างที่ซับซ้อน เช่น เตียงเครื่องมือกล น้ำหนักถ่วง และตัวเรือนประเภทต่างๆ
ใช้ประโยชน์จากข้อได้เปรียบในด้านคุณภาพ ความยั่งยืนด้านสิ่งแวดล้อม และความคุ้มค่าการหล่อแบบ V-Processกำลังขับเคลื่อนอุตสาหกรรมโรงหล่ออย่างต่อเนื่องไปสู่อนาคตที่โดดเด่นด้วยการผลิตที่มีประสิทธิภาพสูง เป็นมิตรกับสิ่งแวดล้อม และแม่นยำ